Search
 Audi Hungaria sets new standards in the production of electric motors for the PPE
Audi Hungaria sets new standards in the production of electric motors for the PPE
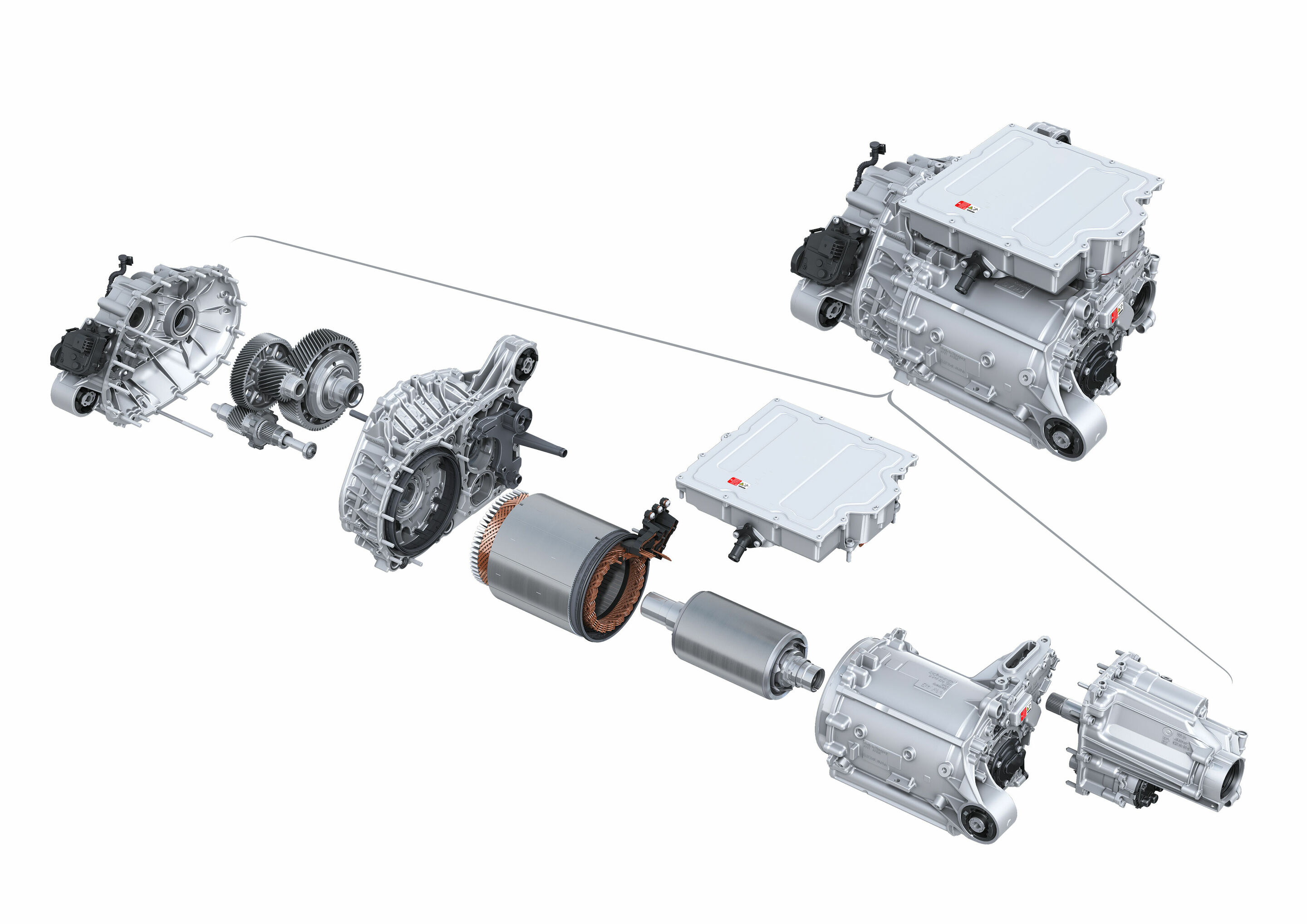
The primary contributors to this are a new hairpin winding in the stator, silicon carbide semiconductors in the pulse width modulating inverter, and an electric oil pump in the transmission. The new hairpin winding maximizes the current conduction in the electric motor's stator. This method also allows for higher winding counts: The fill factor is now 60 instead of 45 percent compared to the previously used conventional windings. Thanks to rotor oil cooling, Audi was also able to avoid using rare earths to the greatest possible extent. In total, losses caused by drag in the electric drive systems fell significantly by about 50 percent. Increased power density The direct cooling of the electric motors with oil, which was used for the first time, keeps components like stator winding and permanent magnets in the rotor in the optimal temperature range. As a result, the drive system’s power-to-weight ratio for the PPE electric drive system is about 60 percent higher than that of the first-generation electric drive systems. Optimized acoustics The redeveloped electric drive systems for the PPE also stand out due to particularly quiet and comfortable acoustics. Motor mounts molded on the structurally optimized housing, improved tooth geometry, and a segmented rotor contribute to this. Expanded vertical integration Another important factor for the successful development of the PPE electric drive systems is the significantly expanded vertical range of manufacture in Győr. The largest powertrain plant in the world not only manufactures electric motors, but also a majority of the transmissions. Tailor-made electric motors When accelerating under full power, an asynchronous motor (ASM) on the front axle goes into action. The ASM does not contain any magnets; it generates its magnetic field through induction and can therefore, if necessary, spin freely without significant drag losses.
 Mission:Zero
Mission:Zero
For example, the company is stepping up the use of photovoltaic systems and increasing the proportion of heat supplied from its renewable sources. Audi is pursuing a hotspot-based approach to water use, focusing on areas where availability is critical or demand is exceptionally high. For example, water is a priority at the San José Chiapa site in Mexico since water is a rare commodity there as it is. Comprising of experts from all sites, the Mission:Zero team members are in close contact throughout the company. Together, they identify where there is a particular need for action, which sites will serve as the benchmark in individual areas, and which solutions can be applied at other sites. Pilot projects allow the team to test the effectiveness and feasibility of the solutions and to transfer the findings.
Climate-friendly transport logistics and sustainable packaging
Audi’s logistics processes make a significant contribution to the company's sustainability. This means the company can also systematically reduce emissions outside the plant gates. As early as 2010, Audi was the first company to use “green trains” that run on green power. The premium car manufacturer partners with the transport and logistics company DB Cargo to operate net carbon-neutral rail logistics – within Germany, rail logistics is entirely carbon-free. The brand with the four rings aims to continuously increase the share of rail freight in inbound logistics. Audi uses new loading and unloading concepts to make rail transport more efficient while leveraging the flexibility of alternative trucking technologies for pre-carriage and onward carriage. Starting in April 2024, Audi will deploy the first CT block train for the Ingolstadt, Neckarsulm, and Győr locations; it can operate this kind of train independently of modern rail infrastructure such as terminals and stations.
 incampus
incampus
This water-based piping network acts as a heat source and a heat sink for all the buildings on the incampus. Plastic lines with a pipe diameter of around 60 to 80 cm (24–32 in.) are already being laid in the ground of construction section 1. Buildings with a high cooling load (e.g., the IT center) release waste heat that accrues into the network, while buildings with a high heating load take the necessary energy from the LowEx network. This process turns consumers into generators. The network’s temperature intentionally shifts between 5 °C and 30 °C (41–86 °F) by taking advantage of seasonal fluctuations – this is ideal, for example, for feeding environmental heat or waste heat into the network. The necessary system temperatures are guaranteed by means of reversible heat pumps in the buildings in question. Thermal energy storage systems in the Energy Control Center make a major contribution to load management and to increasing the energy efficiency of the overall system. With a volume capacity of around 3,000 cubic meters (105,944 cu. ft.), they save both heat and cold. The CEC (cross energy concept) system acts as the central intelligence for the energy supply. It manages the interaction of all technical components for the purpose of maximum efficiency. The energy concept is modular and highly flexible. In construction section 1, the incampus procures electricity and long-distance heating from outside. The medium-term vision is a zero-energy campus that widely uses self-generated and regenerative energy and, to that end, integrates new innovation components again and again. This can be a photovoltaic system with a high efficiency level or an industrial fuel cell – or even technologies that are not even on the market yet. Focus on safety: the functional building A two-story functional building is located in the northeast of the incampus.
 Audi Ingolstadt: net carbon neutral production since January 2024
Audi Ingolstadt: net carbon neutral production since January 2024
And the company is planning to gradually increase this portion also, for example, through the use of heat pumps to reuse waste heat from production processes. 3. Purchasing renewable energy As the third pillar of the concept, Audi is also transitioning its energy procurement to be net carbon neutral. Audi has been producing cars in Ingolstadt exclusively with green electricity since early 2012. This early transition made the brand with the four rings a pioneer of sustainability in the industry at the time. Dr. Rüdiger Recknagel, Head of Environmental Protection for the Audi Group, explains: “A neighboring refinery and the municipal waste recycling plant supply the main plant with net carbon-neutral waste heat. Additionally, we have secured large quantities of biogas to ensure a net carbon-neutral heat supply.” 4. Offsetting carbon emissions that are currently unavoidable In this way, the site covers almost all of its energy needs from renewable sources. As the fourth and final pillar, any emissions that Audi cannot yet avoid (a maximum of 10 percent of the original carbon emissions) are offset by purchasing carbon credits that are certified according to the highest quality standards such as Gold Standard. Only selected climate protection projects receive this independent quality standard. Through these certificates, Audi invests in the construction of wind turbines in the Global South, among other projects. In the case of the Ingolstadt plant, for example, the Four Rings offset emissions from internal logistics. Mission:Zero: Going beyond decarbonization The measures of the environmental program Mission:Zero go beyond decarbonization and address the key areas of activity of water use, resource efficiency, and the protection and preservation of biodiversity. Audi’s vision is to create a circular economy where resources such as plastics, water, and other raw materials are used in closed cycles.
 Profile of location
Profile of location
The Energy Control Center provides power and controls the modular energy concept for incampus, based on three cornerstones: a water-based pipeline system, reversible heat pumps, and a cross-energy concept. The buildings on incampus are heated with waste heat from other buildings, such as the IT Center, through the pipeline network and reversible heat pumps. This conserves energy and upcycles energy that would otherwise go to waste unused. CARIAD, which pools the Volkswagen Group’s software competencies, has had a Competence Center at incampus since late 2020. The technology park offers IT experts from the software company an attractive environment for flexible work. The city of Ingolstadt and Audi have used cutting-edge technology to revitalize and remediate an industrial wasteland, a former refinery site, without sealing additional areas. This renaturalization project is one of Germany’s largest and an unprecedented environmental project in Bavaria. Smart city and mobility of the future: Audi is planning for the future and has joined up with the city of Ingolstadt and other partners to work on innovations in mobility for the Ingolstadt region. The spectrum ranges from measures for appealing cycling options and public transport initiatives to the use of 5G technology. Collaborating with partners like CARIAD and the Technische Hochschule Ingolstadt (Ingolstadt Technical College) on the IN2Lab project is producing a system for safeguarding automated driving functions. IN2Lab is playing a pivotal role in constructing the digital testing area for automated and networked driving in Ingolstadt. The test track links incampus with the Ingolstadt South highway junction and leads seamlessly to the Digital Testing Area Autobahn on the A9. Networked and automated driving functions are tested there on the section between Nuremberg and Munich. Another exemplary project is Audi’s traffic light information service, which is helping to improve traffic flow.

This is primarily thanks to a new hairpin winding in the stator, silicon carbide semiconductors in the pulse inverter, as well as dry sump lubrication and an electric oil pump in the transmission. The new hairpin winding, which is being used in the Q6 e-tron for the first time at Audi, maximizes the current flow in the stator of the electric motor. This method also enables a higher number of windings: The fill factor is now 60 percent instead of the 45 percent reached with the conventional windings used previously. Thanks to rotor oil cooling, Audi was also able to largely dispense with the use of heavy rare earths and, at the same time, increase the power density by 20 percent. In total, the losses of the electric drives have been significantly reduced by around 50 percent compared to the Audi e-tron. The new direct cooling of the electric motors with oil keeps components such as the stator winding and permanent magnets in the rotor in the optimum temperature range. As a result, the power-to-weight performance of the PPE's electric drive is around 60 percent higher than that of the first-generation electric drives from Audi. The newly developed electric drives for the PPE are also characterized by particularly quiet and comfortable acoustics. This is due in part to unit supports cast onto the housing, a structurally optimized housing, improved tooth geometries, and segmented staggered rotors. When maximum performance is needed, an asynchronous motor (ASM) on the front axle is activated. It is equipped with its own power electronics and an axle-parallel, two-stage 1-speed gearbox. If required, the ASM can rotate freely without significant drag losses. In addition, no magnets are installed in the ASM, and therefore, no rare earths. The magnetic field is generated by induction.
 Environmental Declaration 2023
Environmental Declaration 2023
Economical use of resources Two heating stations, a combined cooling, heat and power plant and the connection to a district heating line cover heating requirements. The site has two large water treatment plants. Wastewater polluted due to industrial activity (mainly from the paint shop) is pretreated in a chemical/physical system in such a way that it can be further treated via a membrane bioreactor and a reverse osmosis system in partial current operation and the majority can be reused in the plant as process water. In the second plant, rainwater and slightly polluted wastewater from the cooling tower systems are treated chemically and physically so that the water can be reused in the plant. The feasibility of further projects for saving energy is being studied. These include the “use of pioneering renewable energies.” Other studies prepared by Audi include one examining heat supply with renewable raw materials. However, they also include practical trials of innovative technologies. Audi has installed photovoltaic modules on an area spanning roughly 23,000 square meters on the Ingolstadt plant premises.

suspension embodies the typical Audi DNA Charging performance: up to 255 kilometers (158 mi) in 10 minutes, charging from 10 to 80 percent state of charge in 21 minutes thanks to 270 kW fast charging (standard), 800-volt architecture (bank charging possible - 2 x 400 volts) Latest lighting technology with the world premiere of the active digital light signature and the second generation of digital OLEDs with communication light Digital Stage: progressive and completely newly developed display operating concept with new Audi MMI panoramic display and MMI passenger display, which is being used for the first time at Audi, as well as new UX/UI Audi Assistant with AI, new UX/UI (GUI design), and augmented reality head-up display as central elements of the new HMI concept New electronic architecture E3 1.2: best digital experience, over-the-air updates and upgrades, latest Audi connect functions Typical Audi Q model: high everyday practicality and functionality thanks to 526 liters (18.6 cu ft) of luggage compartment volume, 64 liters of frunk space (2.3 cu ft), 25 liters (0.9 cu ft) of storage space in the interior, 2,400 kilograms towing capacity Drive and recuperation Highly integrated components, compact design, and optimized in-house production (engine plant Győr, Hungary): Electric motors for the PPE require around 30 percent less installation space than units of previous generations, weight reduced by around 20 percent Focus on efficiency, acoustics, and modular design (scalable with a wide range of properties, especially in terms of performance) Use of ASM (asynchronous motor) on the front axle and PSM (permanent-magnet synchronous motor) on the rear axle with different lengths and the same diameters New hairpin winding in the asynchronous motor on the front axle maximizes current flow in the and enables a higher number of windings; rotor with innovative direct cooling system Silicon carbide semiconductors in the pulse inverter, as well as dry sump and an electric oil pump