Production of the Audi e-tron GT
Back to overview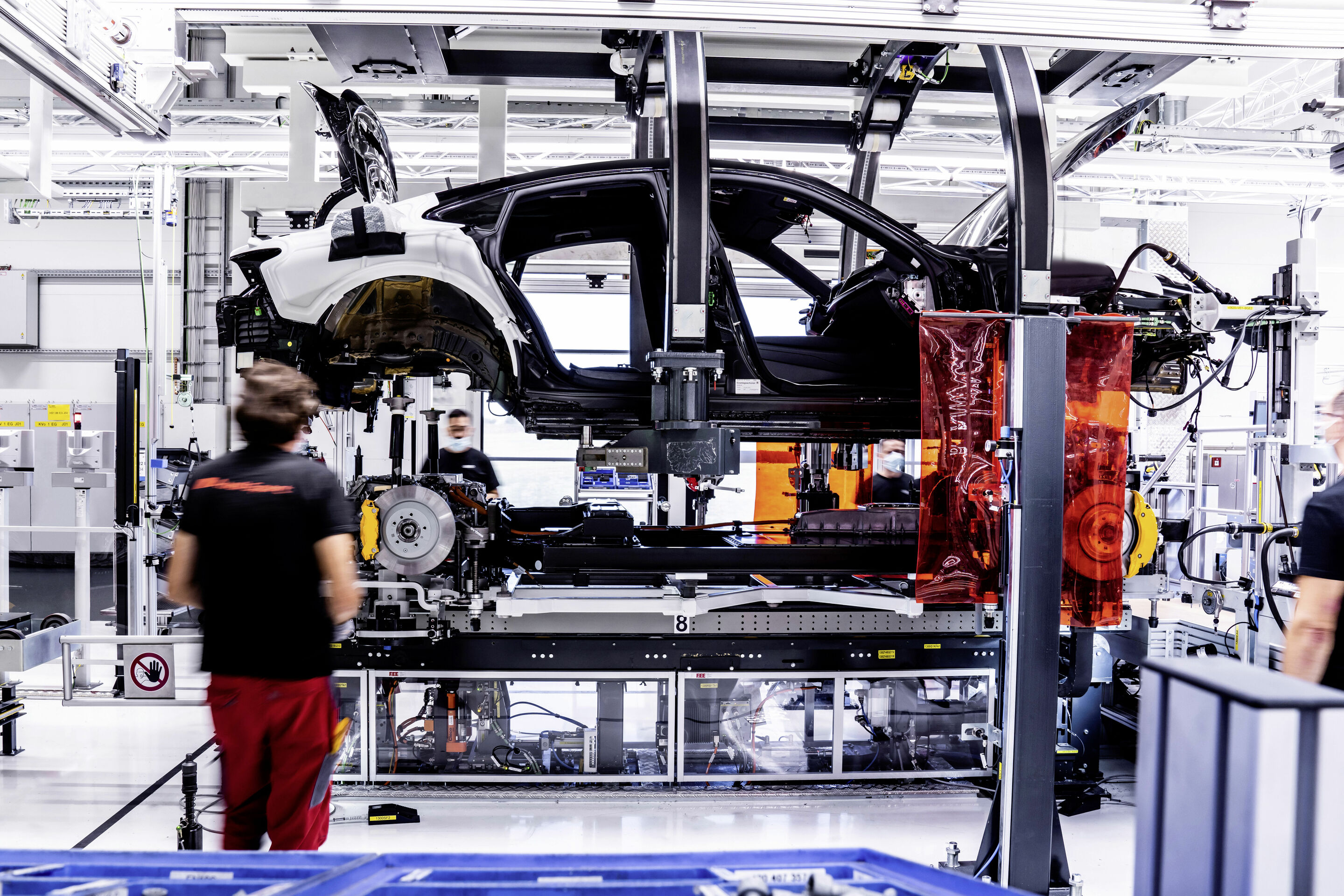
Unique in the Group: the production layout at Audi Böllinger Höfe
Wolfgang Schanz, a car enthusiast through and through, has spent over 20 years working on premium vehicles and sports cars for Audi and Porsche. Around four years ago, Schanz took over as the Head of Production at Böllinger Höfe, where he knows every manufacturing step and every part of the R8. This experienced engineer is not easily impressed – but when he talks about the e-tron GT, his enthusiasm is immediately apparent. “Production as it is done here does not exist anywhere else in the Group,” says the production manager. “We have successfully brought together two completely different vehicles on a joint assembly line: The R8 high-performance sports car with a V10 internal combustion engine is joined by the e-tron GT as an all-electric powered Gran Turismo.”
According to Schanz, this was only possible because of highly flexible planning and a policy of bringing together the best of both worlds. “We retained the skilled craftsmanship from the R8 facility and supplemented it with new, smart technologies. Our employees also immediately transferred all of their passion for the R8 to the e-tron GT.”
The Audi Böllinger Höfe facility in Heilbronn forms part of the Neckarsulm site. Designed from the outset as a small-series production facility with innovative and flexible processes, production of the Audi R8 commenced there in the fall of 2014. To integrate the e-tron GT, production operations were not only expanded but also upgraded and converted: Ultra-modern systems were installed in the body shop and assembly areas. In addition, new logistics halls were constructed with approximately 10,000 square meters (107,639.1 sq ft) of space on the ground floor as well as a further 800 square meters (8,611.1 sq ft) in the basement. Most of the conversions at Böllinger Höfe were completed while the site was in operation.The first all-electric Audi car to be produced in Germany will roll off an assembly line shared with the R8 from the end of 2020. However, the upstream body shops will be kept separate.
Once production of the e-tron GT starts, the energy supplied to Böllinger Höfe will come 100 percent from renewable sources, with biogas providing a climate-neutral heat supply. Since the start of the year, the site has been using exclusively eco-electricity for its automobile production operations, and this applies equally to the Neckarsulm plant and Böllinger Höfe.
Headset and controller: new VR tools saved time and resources
By also relying on resource-saving procedures for its production planning activities, Audi was able to plan and realize the production of a new vehicle with unprecedented speed. Employees used virtual reality headsets and controllers to test all assembly processes and the associated logistics processes in digital form – even the container planning was supported by VR. Audi developed its own VR software for this purpose – a pioneering project in the Volkswagen Group. It is based on 360-degree scans that provide a three-dimensional indoor map of the virtual space. The e-tron GT is the first vehicle in the Group to undergo tests of all assembly sequences entirely without a physical prototype.
Thinking big in a small space: the body shop
Large areas of the passenger compartment of the all-electric Gran Turismo are constructed from ultra-high-strength steel, and the outer skin is made entirely of aluminum. This material concept differs fundamentally from the Audi Space Frame (ASF) of the R8 high-performance sports car and its motorsports derivatives, which are almost entirely built by hand. Therefore, a new body shop for the Audi e-tron GT was set up on the existing floorspace.
It begins with an ultra-modern body assembly line incorporating 34 robots that is approximately 85 percent automated – almost like a conventional volume production line. A total of nine “warm” and “cold” joining techniques are used, ranging from resistance spot welding to screws all the way to rivets and bonding. Christoph Steinbauer, Head of the Body Shop, explains the principle: “The body of the e-tron GT passes through ten stations on our body assembly line. It runs in a loop twice around the line because we want to use the available space as efficiently as possible.”
Ten robots and 32 tools: the two-way framer
The two-way framer, a large clamping and attachment system, acts as a central station in the body assembly line. During the first pass, this is where the inner side panels are precisely positioned and joined. The outer side panels are attached during the second pass. The framer integrates ten robots, which use 32 high-tech tools to perform all joining techniques. Between the two passes and during the work steps, they switch between tools automatically.
The two-way framer exemplifies the flexible and innovative nature of the manufacturing process at Audi Böllinger Höfe. It is also what makes production of the e-tron GT there possible in the first place. A conventional body shop would have required two separate framers and therefore two body assembly lines, which would have used up much more space. “The double pass concept is a smart solution,” says Steinbauer.
Ushering in a new era of precision: correlation-free measuring
Another new addition to the Audi Group is the station at which correlation-free measuring is performed – it represents an evolution of the previous inline measuring procedure. At the end of the two passes, two robot-guided optical measuring heads check the exact dimensional accuracy of the body. They do so by approaching 150 measuring points during the first pass and even 200 during the second. Ten room cameras calibrated to one another detect the exact position of the measuring heads; this comparison reduces the possible deviation from +/-0.30 millimeters to +/-0.20 millimeters. The volumes of ultra-precise data generated in the process make it possible to react quickly and predictively to even the smallest deviations.
In addition to high-tech systems, the body assembly line includes two manual stations. Here, welded connections are created with levels of precision and quality that call for specialist skills. The employees here profit from their expertise gained through many years working with the ASF for the Audi R8.
With a keen eye and a steady hand: the mounting stage
Following the largely automated body assembly line, the body enters what is called the mounting stage, where trained body manufacturers mount the fenders, the doors, and the engine hood. Group spokesman Marc Rickert focuses on the precise, uniform gap dimensions and the quality of the surfaces. On the outer skin parts, even minute tolerances in the dies or slight carelessness during transport and handling can cause tiny minute imperfections – this demands the greatest care and attention.
Traditional craftsmanship is indispensable in the construction of the e-tron GT, which is also clear from Rickert’s professional career. The group spokesperson is a trained carpenter and joined Audi eight years ago. “At the time, the transition from the first to the second Audi R8 generation had been initiated, and Audi was looking to bolster its team for the body shop,” he reports. “As a carpenter, you develop a keen eye and good intuition in dealing with surfaces – it’s not much different with metal than it is with wood. It’s an ability that you never lose, and it even gets better over time as a result of continuous training.”
“A draw depth of 35 cm (13.8 in) – this has never been done before”
After completing the mounting stage, the bodies enter the finishing area, where they undergo yet another meticulous investigation by production and quality assurance specialists. Christoph Steinbauer knows the particularly challenging areas, such as the transitions between the doors and the adjacent surfaces. The expressive design of the Audi e-tron GT places maximum demands on production quality; it also fills the specialist with enthusiasm: “The side wall frame has a draw depth of 35 centimeters (13.8 in) between the highest and the lowest point – and we’re using aluminum, which is a far more brittle material than sheet steel. Even for Audi, this is new. This is also the limit of what can be achieved with the current state of technology.”
Autonomously from basement to assembly line
After being painted at the Neckarsulm plant, the bodies of the e-tron GT are briefly stored alongside those of the R8 in a high bay in the basement of Böllinger Höfe. Driverless transport vehicles bring them to the joint assembly line on the ground floor. They orient themselves automatically with the help of a navigation map that contains a digital representation of the surroundings. Two laser scanners at the front and rear detect the surroundings – ensuring that each driverless transport vehicle knows its exact position at all times. The 20 vehicles that together complete the distance of around 23 kilometers (14.3 mi) on each working day are used not only for transportation but also for assembly purposes during the cycles. Every driverless transport vehicle can carry both body types, and it adjusts its height to enable ergonomic working.
Audi e-tron GT and R8 on a single line: assembly
The small-series production facility at Böllinger Höfe also shows its flexibility at the assembly stage. The Audi e-tron GT and R8 pass down the same line, precisely coordinated like a good orchestra. The same is true of the parts supply: The logistics experts control the two complex chains in such a way that all parts arrive at the right moment and in the required sequence at the corresponding assembly cycle.
During assembly, three conveyor systems manage the flow of vehicles: the driverless transport vehicles, a newly installed electric overhead conveyor rail system, and a conveyor belt at the end of the line. Driverless transport vehicles convey the painted bodies through the first cycles. They then hand over the burgeoning car to the overhead conveyor rail at a fully automated transfer station. This system takes the car through a closed loop, which ends up back at the station after 15 cycles. The driverless transport vehicles now take over again and transport the vehicles through the other cycles of the assembly line.
For the e-tron GT, Audi has extended the assembly process by 20 to 36 cycles, with a cycle time of 15 minutes. “All our employees have mastered the work steps on the R8 and on the e-tron GT. This means that they perform many different steps in a single cycle,” explains Assembly Head Sascha Koch. All employees in the assembly hall have a raised awareness of high voltages and have received instruction on how to deal with high-voltage electrical components and drives. Other employees have completed higher-level training depending on the nature of their role.
74 screw fittings: the marriage of drive, suspension, and body
During the first cycles of the electric overhead conveyor rail, employees install the interior of the e-tron GT. This is followed by the marriage of the assembled bodies with the battery, electric motors, and suspension. These major technical modules are placed on a workpiece carrier, which is positioned below the body with millimeter precision. The marriage is performed as a meticulously choreographed engineering ballet: Employees screw the battery and the drive components to the body at 74 points. They do so using intelligent, self-positioning power screwdrivers.
Humans and robots side by side: fitting the windows
The assembly process relies on precise and skilled handiwork supported in some areas by employees of steel. One example of this is the installation of the front and rear windows in the body – which is carried out by human-robot cooperation without the need for safety barriers. Two workers place the window onto a fixture with automatically adjustable retainers. They then step aside while the robot applies the adhesive. After that, the employees take over again and fit the window to the body with extreme precision.
Many stations use assembly aids – specially created tools – to ensure ergonomic working. Employees who come up with good ideas to improve these can turn to the in-house 3D printing center. The team of experts from Böllinger Höfe joined forces with a start-up from Berlin to develop a piece of software that reduces the design time for pre-assembly jigs and fixtures by 80 percent. Generally, all that’s required is a sketch, which can often be transformed into a finished printed part in a matter of hours.
On the final stretch: commissioning and tests
The final stations on the conveyor belt are devoted to the commissioning processes where the highly integrated systems are finally activated. Employees drive the car over the dynamometers and calibration stands for the suspension, headlights, assist systems and braking systems. After that, the Audi e-tron GT completes its first kilometers on the road. Every car is driven along a test and vibration track with different surfaces at the Böllinger Höfe premises, after which it completes a journey of around 40 kilometers (24.9 mi) on public roads, which includes driving on the highway and in urban traffic. During these tests, trained drivers focus on the smallest details. Do all the moving parts – from the air vent to the lid of the glove compartment – fit together exactly? Or can creaking sounds be heard somewhere when the car is driven on cobbled streets? Can leather or plastic parts be heard rubbing against each another? And do all systems and displays function flawlessly?
Up to 60 bar of pressure at 40 nozzles: monsoon rain in the chamber
Back in the assembly hall, the all-electric Gran Turismo must undergo a leak test in the rain chamber, which simulates heavy monsoon rainfall. For eight minutes, water is fired at the car through 40 nozzles, each of which can deliver up to 25 liters (0.9 cu ft) per minute at a pressure of 60 bar. The cycle is closed: Water is circulated, processed, and reused by internal pumps.
The final station through which the e-tron GT passes at Audi Böllinger Höfe is the finish check in two consecutive light tunnels. It takes place under the close supervision of production and quality assurance specialists. This is where the manual skills that no camera and no robot can replace are required one last time. A total of 44 light cassettes are installed in the first tunnel – twelve each provide light from above and from the sides while a further eight cassettes are mobile. This configuration helps detect minute deviations in the paintwork. The focus in the second light tunnel is on the joins and gaps, and the employees can make the last-minute fine adjustments if necessary.
All checks and finishing measures on the e-tron GT serve the same goal: ensuring the premium quality of Audi and providing every customer with a perfect car. And that, as Production Head Schanz explains, is a very personal matter for every employee in Böllinger Höfe.
Six statements by Wolfgang Schanz
Wolfgang Schanz, Head of Production, Audi Böllinger Höfe, about…
… the character of the production line: “The fact that the Böllinger Höfe plant was conceived in the design phase as a small-series production facility with innovative and flexible production processes gives us the ideal conditions to produce the e-tron GT. What is created here is the result of a unique combination of craftsmanship and smart factory technology.”
… the evolution of craft-scale production: “We are retaining the strengths of craft-scale production and will continue to use them in the future. At the same time, we are expanding our expertise with the e-tron GT by adding new competencies in the fields of electrification, automation, and digitalization. In doing so, we are combining the best of two worlds at Böllinger Höfe.”
… the flexibility of production: “We have used the available space to implement production that is both lean and flexible. Everything goes hand in hand here. This allows us to assemble the e-tron GT and the R8 with the same employees on a joint assembly line.”
… on the interaction between large-scale and small-series production: “In our small-series production facility at Böllinger Höfe, we are adapting and scaling various methods from large-scale production. At the same time, we are developing and using completely new solutions, which in turn provide us with important insights for large-scale production.”
… on Industry 4.0: “We have established a lot of new methods, starting with the planning of assembly sequences, which was done virtually for the most part. We have introduced correlation-free measuring in the body shop. And the assembly aids from the 3D printer are already proving to be a great asset.”
… on the motivation of the employees: “The team’s enthusiasm fills me with great joy. In many respects, building our cars is a craft that requires a lot of attention to detail. Our employees have transferred the great passion with which they have been building the R8 so far to the e-tron GT.”








